东一五金有限公司主要经营:五金冲压件,冲压加工,五金加工,冲压拉伸件,精密冲压模具

为了保证五金冲压级进模加工冲压件的内孔和外缘的相对位置精度,消除送料和导向过程中所产生的误差,在五金冲压级进模的第二工位之后的凸模上常常设置导正销,以使冲压模具在工作前通过导正销先插入已经冲压好的孔中,使孔和外形的相对位置精确,从而消除送料步距的误差,起到精准定位的作用。

根据导正销和凸模装配方法的不同,可有五种比较典型的结构,如图:
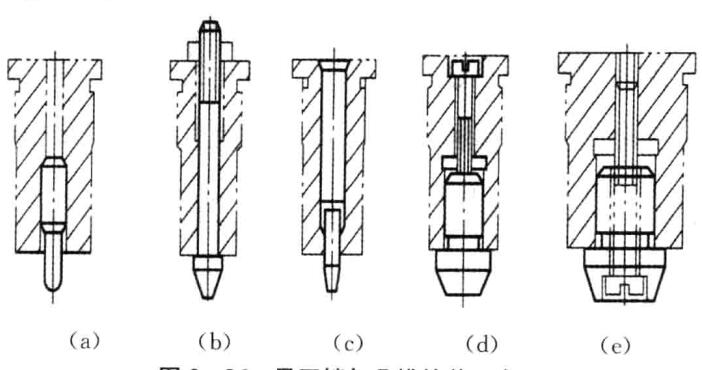
其中a结构用于1.5-6毫米的孔,b结构用于3-10毫米的孔,c结构用于1.5-10毫米的孔,d结构用于10-30mm的孔,e结构用于20-50毫米的孔。
在设计导正销的时候,考虑到上一工序在冲压后孔的直径会有回弹而变小的情况,因此导正销的直径要比冲孔模具的直径小0.04-0.15毫米,导正销的头部有圆弧和圆柱组成,圆柱的高度按材料厚度和孔的大小来确定。在设计带有挡料销和导正销的五金冲压级进模时,应该根据导正销在导正条料时条料的活动方向,留出一定的余量。
条料或者带料定位或者级进模定位还有导尺等。选择导尺时,导尺间的宽度应该等于条料最大宽度尺寸加0.2-1.5毫米的间隙。如果条料宽度公差过大,就需要在一侧导尺上加装测压装置了。